
 产品简介
产品简介
专注航空叶片4轴加工,依托四轴联动技术,实现叶片一次装夹多面加工,大幅降低变形误差,提升表面光洁度与加工效率,适配各类航空叶片(含无阻风台叶片)加工需求,提供定制化工艺方案与技术支持.
随着航空工业的快速发展,市场对航空叶片的加工要求不断提升,4轴加工航空叶片凭借其独特的技术优势,逐步替代传统三轴加工,成为中高端航空叶片生产的主流工艺。
航空叶片4轴加工
汇毅诚智能装备4轴加工技术的优势:
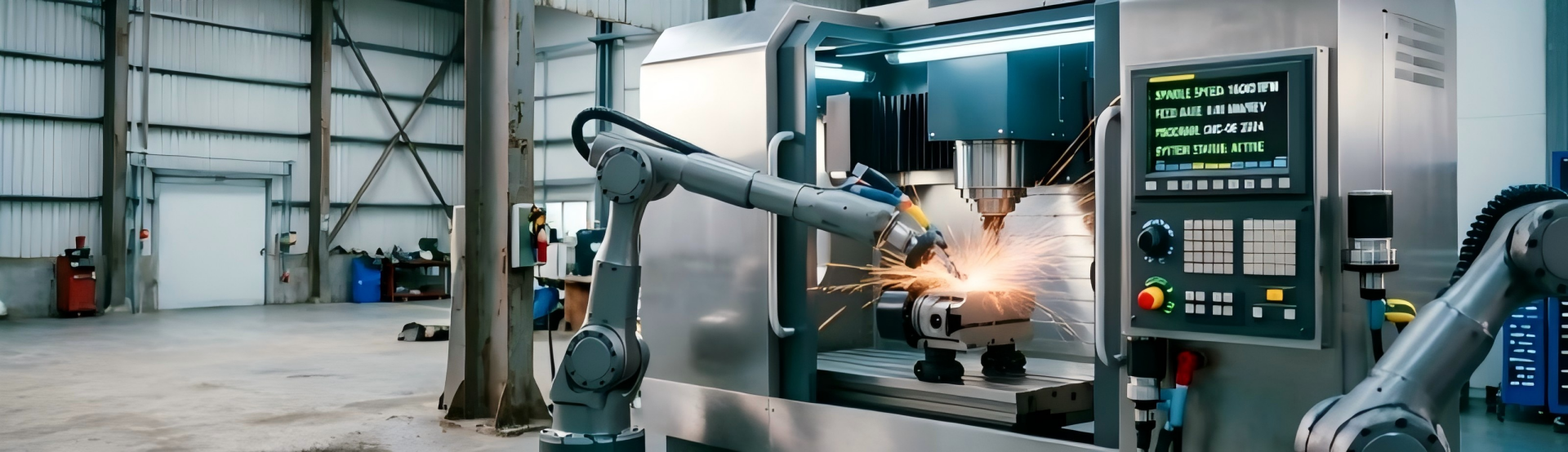
1. 多角度加工能力
传统的三轴加工机床只能在三个线性平动轴(X、Y、Z)上进行切削,对于复杂曲面的加工能力有限。而4轴加工机床在三轴的基础上增加了一个旋转轴(通常为A轴或B轴),使得刀具能够在多个角度对工件进行切削。这种多角度加工能力使得4轴机床能够更好地适应航空叶片复杂曲面的加工需求,有效控制刀具与曲面切削点法矢的夹角,从而使切削余量相对均匀,提高加工精度和表面质量。
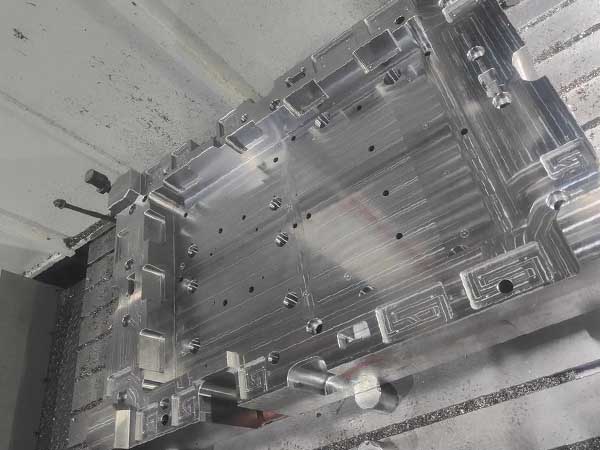
2. 一次装夹完成多工序加工
在航空叶片的加工过程中,通常需要进行叶盆、叶背、进排气边缘等多个部位的加工。采用三轴加工时,往往需要多次装夹工件,这不仅增加了加工时间和成本,还容易因装夹误差导致加工精度下降。而4轴加工机床可以在一次装夹中完成多个工序的加工,大大减少了工件的装夹次数,提高了生产效率,同时保证了各部位加工的相对位置精度。
3. 提高加工效率
4轴加工机床的多角度切削能力使得刀具能够以更合理的切削路径和切削参数进行加工,减少了空刀行程和切削时间。此外,4轴加工还可以采用螺旋式走刀等高效切削方式,进一步提高加工效率。例如,在加工航空叶片的叶身型面时,采用螺旋式走刀可以使刀具沿螺旋轨迹连续切削,避免了频繁的抬刀和进刀,从而显著提高了加工效率。
4. 降低加工成本
虽然4轴加工机床的购置成本相对较高,但从长期来看,其高效、精密的加工能力可以为企业带来显著的经济效益。一方面,4轴加工减少了工件的装夹次数和加工工序,降低了人工成本和设备损耗;另一方面,4轴加工提高了加工精度和表面质量,减少了后续的打磨、抛光等辅助工序,降低了材料浪费和加工成本。
航空叶片4轴加工的关键技术:
1. 刀具路径规划
刀具路径规划是航空叶片4轴加工的核心技术之一。合理的刀具路径可以保证刀具在加工过程中始终处于最佳的切削状态,提高加工精度和表面质量。在规划刀具路径时,需要考虑叶片的曲面形状、刀具的几何参数、切削参数等因素。常用的刀具路径规划方法包括流线驱动法、等参数线法、截面线法等。其中,流线驱动法根据叶片的流场特性构建隐式驱动曲面,能够生成更加光滑、合理的刀具路径,适用于复杂曲面叶片的加工。
2. 刀轴控制
刀轴控制是影响航空叶片4轴加工质量的关键因素之一。在加工过程中,刀轴的方向需要随着曲面的变化而实时调整,以保证刀具与曲面切削点法矢的夹角始终处于合理范围内。常用的刀轴控制方法包括垂直于部件法、垂直于驱动体法、相对于驱动体法等。在实际加工中,可以根据叶片的具体形状和加工要求选择合适的刀轴控制方法,并通过设置前倾角、侧倾角等参数进一步优化刀轴方向,提高加工质量。
3. 后处理技术
后处理技术是将CAM软件生成的刀具路径文件转换为数控机床能够识别的NC程序的关键环节。不同的数控机床和数控系统具有不同的指令格式和编程规范,因此需要根据具体的机床和系统对刀具路径文件进行后处理。在后处理过程中,需要定义切削加工参数、NC程式格式、辅助指令等,确保生成的NC程序能够正确、稳定地运行。此外,还可以通过修改后处理文件,实现一些特殊的功能,如恒表面进给速度控制、刀具路径优化等。
随着航空工业发展,中高端航空叶片加工要求提升,4轴加工已替代传统三轴成为主流工艺。汇毅诚智能装备依托成熟4轴加工技术体系,为航空叶片制造提供高效精密解决方案。详情欢迎留言咨询!
推荐新闻

如何筛选靠谱的不锈钢件CNC精密加工厂家?
如何筛选靠谱的不锈钢件CNC精密加工厂家?本文从设备实力、工艺技术、品控体系、行业经验等六大维度,详解不锈钢精密加工厂家筛选标准,盘点行业避坑要点,教你快速锁定医疗、半导体、新能源领域优质CNC精密加工合作伙伴.
工业高端零部件CNC精密加工制造全解析
CNC精密加工是高端制造核心工艺,公差可达±0.003mm~±0.005mm.本文全面介绍其加工原理、核心优势,涵盖航空航天、新能源、机器人、半导体、医疗等应用领域,解读全流程、智能化、高精度三大行业趋势.
拆解不锈钢件精密件加工痛点,破解工艺难题
专业承接 304、316L 不锈钢精密件定制加工,深耕精密加工工艺优化,针对性解决不锈钢加工硬化、切削高温、缠屑粘刀、积屑瘤四大痛点.搭载五轴联动CNC、搭配科学切削参数与智能冷却系统,精度可达±0.005mm.
机械零件加工有哪些主流工艺?行业专业解析
深入解析机械零件加工主流工艺:车削、铣削、磨削等切削加工,以及CNC加工、激光切割等现代特种工艺.对比精度等级、适用场景与设备趋势,助您精准选择最优加工方案,提升产品性能与生产效益.

 返回列表
返回列表