
 产品简介
产品简介
详解五轴涡轮叶片精密加工工艺,针对 Inconel718、钛合金等难加工材料,解决扭曲曲面、薄壁、窄通道加工难题,一次装夹、无干涉切削,保障型面精度与表面质量,提升涡轮效率与寿命.
在航空航天、能源动力等高端制造领域,涡轮叶片作为核心部件,其性能直接决定了设备的效率与可靠性。然而,涡轮叶片的复杂曲面结构、高精度要求以及特殊材料特性,使其成为制造业中公认的“加工难题”。五轴联动数控加工技术的出现,为涡轮叶片的精密制造提供了革命性解决方案,成为推动行业技术升级的关键力量。
五轴涡轮叶片精密加工
一、涡轮叶片加工的“三座大山”:复杂、精度、材料
涡轮叶片的加工难度源于三大核心挑战:
1.几何形状复杂:叶片表面为自由曲面,扭曲度大,流道狭窄,加工时极易发生刀具干涉或过切。例如,航空发动机涡轮叶片的叶尖与叶根曲率差异可达数十倍,传统三轴加工需多次装夹,误差累积严重。
2.精度要求严苛:叶片型面公差通常控制在±0.02mm以内,表面粗糙度需达到Ra0.8μm以下,以确保气流顺畅,减少能量损失。
3.材料难加工:高温合金(如GH4169)、钛合金等材料硬度高、导热性差,加工时易产生热变形,刀具磨损率是普通钢材的3-5倍。
二、五轴加工:破解难题的“金钥匙”
五轴联动数控机床通过X、Y、Z三个直线轴与两个旋转轴的协同运动,可实现刀具与工件的任意角度接触,彻底颠覆了传统加工模式:
1.单次装夹,精度跃升:五轴机床可在一次装夹中完成叶片型面、进排气边、叶根榫齿等多部位加工,消除多次装夹带来的定位误差。例如,某航空企业采用五轴加工后,叶片动平衡精度提升40%,装配效率提高60%。
2.刀具路径优化,避免干涉:通过刀轴矢量平滑控制技术,刀具可沿曲面法向自适应调整角度,避开相邻叶片或轮毂的干涉区域。例如,在加工闭式叶轮时,五轴技术可将干涉碰撞率从30%降至5%以下。
3.高效切削,降低成本:采用快进给、大切深刀具(如希普思SD系列、XC系列),配合五轴联动的高速铣削策略,材料去除率提升2-3倍,刀具寿命延长50%。某能源企业通过五轴加工,单件叶轮加工时间从12小时缩短至4小时,年节约成本超千万元。

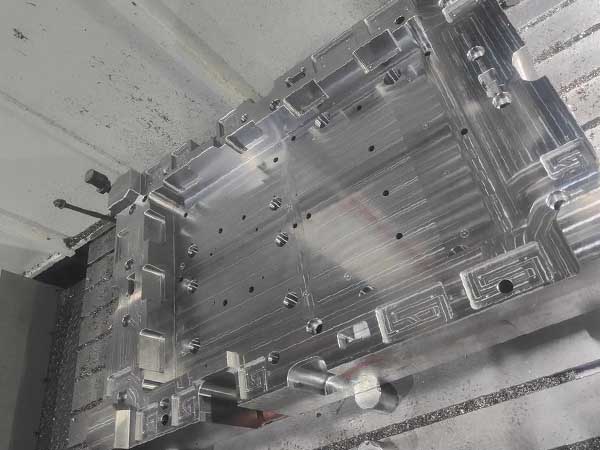
五轴叶片精密加工设备
三、五轴涡轮叶片加工的“四大核心技术”
1. 刀具选择:纳米涂层+模块化设计
(1)材料适配:针对高温合金,选用纳米级碳化钨基体刀具(如山高HSM系列),其硬度达92HRA,抗崩刃性能提升30%;搭配PVST或PR1535涂层,可承受1000℃以上高温,切削稳定性显著增强。
(2)结构创新:模块化刀柄(如希普思梦幻系列)支持快速换刀,适应不同加工阶段需求;热缩刀柄利用热胀冷缩原理,夹持力达传统弹簧夹头的2倍,有效抑制高速切削振动。
2. 工艺规划:分阶段精准控制
(1)粗加工:采用五轴曲线铣削法,以倒“Y”型路径分层切削,减少空刀行程。例如,某大型水轮机叶片加工中,通过仿真优化后的粗加工路径,材料去除率提升25%,刀具负载降低15%。
(2)精加工:侧铣法(One-Cut Milling)实现叶片型面一刀成型,表面粗糙度可达Ra0.4μm;流道精加工采用流线铣削策略,确保气流通道光滑过渡。
(3)清根处理:锥度球头刀(如直径8mm锥度球刀)配合五轴联动,可精准清除叶根圆角残留材料,避免手工打磨带来的尺寸偏差。
3. 编程与仿真:虚拟验证保安全
1.CAM软件专项策略:PowerMill、hyperMILL等软件提供叶轮加工专用模块,支持自动刀轴光顺、干涉检查与避让功能。例如,hyperMILL的“特征识别技术”可快速生成叶轮粗、精加工路径,编程效率提升50%。
2.数字化双胞胎技术:通过VERICUT等仿真软件,在虚拟环境中模拟加工过程,提前发现碰撞、过切等问题。某企业应用仿真技术后,试切废品率从8%降至0.5%,机床停机时间减少70%。
4. 夹具设计:快速定位与刚性支撑
1.通用型夹具:采用心轴定位+螺母压紧结构,可快速适配不同尺寸叶轮;气缸推动杠杆臂夹具(如夹具侠改进方案)实现从上方压紧,避免刀具与夹具干涉。
2.高刚性设计:针对大型叶片(如直径超5米的轴流式水轮机叶片),采用两顶尖座+拉杆拉压夹紧方式,确保加工中工件变形量小于0.05mm。
面向航空航天、能源动力领域涡轮叶片精密加工需求,汇毅诚智能装备以五轴联动技术为核心,整合刀具选型、工艺规划、数字化仿真与高刚性夹具四大体系,提供一站式精密制造解决方案。
依托自主研发五轴加工平台及CAM编程、VERICUT虚拟仿真闭环,汇毅诚实现单次装夹全工序成型,将叶片型面公差稳定控制在±0.02mm、表面粗糙度达Ra0.4μm,避免装夹误差与刀具干涉。针对高温合金切削痛点,优选适配刀具与分阶段铣削工艺,提升加工效率、延长刀具寿命、降低成本。未来,汇毅诚将持续深耕技术,以微米级精度助力高端装备核心部件国产化,为行业高质量发展赋能。
推荐新闻

如何筛选靠谱的不锈钢件CNC精密加工厂家?
如何筛选靠谱的不锈钢件CNC精密加工厂家?本文从设备实力、工艺技术、品控体系、行业经验等六大维度,详解不锈钢精密加工厂家筛选标准,盘点行业避坑要点,教你快速锁定医疗、半导体、新能源领域优质CNC精密加工合作伙伴.
工业高端零部件CNC精密加工制造全解析
CNC精密加工是高端制造核心工艺,公差可达±0.003mm~±0.005mm.本文全面介绍其加工原理、核心优势,涵盖航空航天、新能源、机器人、半导体、医疗等应用领域,解读全流程、智能化、高精度三大行业趋势.
拆解不锈钢件精密件加工痛点,破解工艺难题
专业承接 304、316L 不锈钢精密件定制加工,深耕精密加工工艺优化,针对性解决不锈钢加工硬化、切削高温、缠屑粘刀、积屑瘤四大痛点.搭载五轴联动CNC、搭配科学切削参数与智能冷却系统,精度可达±0.005mm.
机械零件加工有哪些主流工艺?行业专业解析
深入解析机械零件加工主流工艺:车削、铣削、磨削等切削加工,以及CNC加工、激光切割等现代特种工艺.对比精度等级、适用场景与设备趋势,助您精准选择最优加工方案,提升产品性能与生产效益.

 返回列表
返回列表